![]()
Rotorklingenbefestigung Frielo® Flex
Bei Rotorklingenbefestigungen handelt es sich um
sehr gefährliche Sicherheitsteile.
Frielo® Flex Rotorklingenbefestigungen werden aus vergütetem Federstahl in einer prozesssicheren Fertigung, weitestgehend automatisiert hergestellt.
Hierdurch ergibt sich eine günstige Kostensituation =
niedriger Preis.
Die gesamte Fertigung wird permanent
qualitativ überwacht. Dies garantiert eine gleichbleibend hohe, reproduzierbare Produktqualität. Alle qualitätsbezogenen Daten werden dokumentiert und 10 Jahre aufbewahrt. Über das auf jeder Befestigung eingeprägte Fertigungskennzeichen, ist so die Rückverfolgbarkeit auch über einen so langen Zeitraum bis ins kleinste Detail sichergestellt.
Stellung innerhalb des Befestigungssystems ein. Hierbei kommt dem Werkstoff des Bolzens, der Härtung des Bolzens und der Art der Befestigung des Bolzens jeweils eine besondere Bedeutung zu.
Die bei Frielo® Flex Rotorklingenbefestigungen eingesetzten Bolzen werden ausnahmslos aus besonderem
sehr gefährliche Sicherheitsteile.
Frielo® Flex Rotorklingenbefestigungen werden aus vergütetem Federstahl in einer prozesssicheren Fertigung, weitestgehend automatisiert hergestellt.
Hierdurch ergibt sich eine günstige Kostensituation =
niedriger Preis.
 Gleichbleibend hohe Qualität
Gleichbleibend hohe Qualität
Die gesamte Fertigung wird permanentqualitativ überwacht. Dies garantiert eine gleichbleibend hohe, reproduzierbare Produktqualität. Alle qualitätsbezogenen Daten werden dokumentiert und 10 Jahre aufbewahrt. Über das auf jeder Befestigung eingeprägte Fertigungskennzeichen, ist so die Rückverfolgbarkeit auch über einen so langen Zeitraum bis ins kleinste Detail sichergestellt.
Bis ins Detail durchdacht – für höchste Sicherheit
Der Aufnahmebolzen für das Messer nimmt eine besondereStellung innerhalb des Befestigungssystems ein. Hierbei kommt dem Werkstoff des Bolzens, der Härtung des Bolzens und der Art der Befestigung des Bolzens jeweils eine besondere Bedeutung zu.
Die bei Frielo® Flex Rotorklingenbefestigungen eingesetzten Bolzen werden ausnahmslos aus besonderem
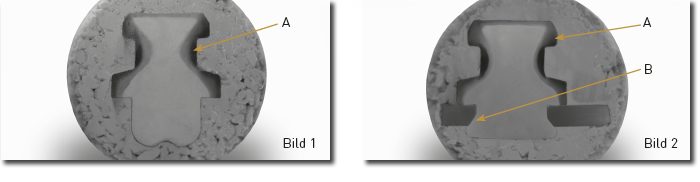
Qualitätsstahl hergestellt. Die Härtung des Bolzens
geschieht überwiegend induktiv bzw. in besonderen
Einsatzverfahren, so dass der Kern des Bolzens weich
bleibt und nur der Bereich, der von der Klinge beansprucht
wird, sehr hart gehärtet ist (siehe Bild 1+2,Detail A).
Dies hat gegenüber einem ganz gehärteten Bolzen
den Vorteil, dass der Bolzen nicht brechen kann.
Bei Frielo® Flex Rotorklingenbefestigungen werden
die Bolzen warm in die Bleche eingenietet. Dies hat
den Vorteil, dass das sich beim Nietprozess verformende
Material überall gut hinfl ießt und sich an den
Wänden überall anpresst. Darüber hinaus ziehen sich
die Bolzen durch die Schrumpfung beim Abkühlen
noch mal richtig fest.
Die Bohrung, in die der Bolzen eingenietet wird, wird
bei Frielo® Flex Rotorklingenbefestigungen von unten
versenkt. Beim Einpressen fl ießt das Material in dieses
Versenk hinein (siehe Bild 2, Detail B).
Wenn der vernietete Kopf des Bolzens wirklich im
Extremfall mal bis auf die Fläche des Bleches durch
die Grasnarbe abgenutzt sein sollte, kann der Bolzen
trotzdem nicht wegfl iegen, weil er immer noch in
dem Versenk gehalten wird.
geschieht überwiegend induktiv bzw. in besonderen
Einsatzverfahren, so dass der Kern des Bolzens weich
bleibt und nur der Bereich, der von der Klinge beansprucht
wird, sehr hart gehärtet ist (siehe Bild 1+2,Detail A).
Dies hat gegenüber einem ganz gehärteten Bolzen
den Vorteil, dass der Bolzen nicht brechen kann.
Bei Frielo® Flex Rotorklingenbefestigungen werden
die Bolzen warm in die Bleche eingenietet. Dies hat
den Vorteil, dass das sich beim Nietprozess verformende
Material überall gut hinfl ießt und sich an den
Wänden überall anpresst. Darüber hinaus ziehen sich
die Bolzen durch die Schrumpfung beim Abkühlen
noch mal richtig fest.
Die Bohrung, in die der Bolzen eingenietet wird, wird
bei Frielo® Flex Rotorklingenbefestigungen von unten
versenkt. Beim Einpressen fl ießt das Material in dieses
Versenk hinein (siehe Bild 2, Detail B).
Wenn der vernietete Kopf des Bolzens wirklich im
Extremfall mal bis auf die Fläche des Bleches durch
die Grasnarbe abgenutzt sein sollte, kann der Bolzen
trotzdem nicht wegfl iegen, weil er immer noch in
dem Versenk gehalten wird.